Table of Contents
- Introduction: Navigating the Critical Landscape of Flame Retardancy
- The Science of Flame Retardancy in Textiles: Mechanisms and Standards
- Inherently Flame-Retardant Fibers (Permanent Solutions)
- Treated FR Yarn Series (Chemical Finishing Solutions)
- High-Performance & Specialty FR Yarn Series
- Detailed Comparative Analysis: Specifications and Applications
- Application-Specific Selection Guidelines for Key Industries
- Compliance, Testing, and Certification for Global Markets
- Cost Analysis and Supply Chain Considerations
- Innovation and Future Trends in FR Yarn Technology
- Conclusion: Building a Strategic FR Sourcing Framework
- Frequently Asked Questions (FAQs)
1. Introduction: Navigating the Critical Landscape of Flame Retardancy
For procurement and production professionals across textiles, apparel, and manufacturing, flame retardancy is not merely a feature—it is a critical safety and compliance requirement. From protective workwear and contract upholstery to children’s sleepwear and public transportation interiors, Flame-Retardant (FR) yarns form the essential first line of defense. However, What Are the FR (Flame-Retardant) Yarn Series? the term “FR” encompasses a diverse universe of technologies, each with distinct performance profiles, costs, and compliance pathways. This definitive guide provides a comprehensive, data-driven analysis of FR yarn series, empowering you to make informed, strategic sourcing decisions that ensure safety, performance, and commercial viability.
2. The Science of Flame Retardancy in Textiles: Mechanisms and Standards
Flame retardancy works by interrupting the combustion cycle—heat, fuel, and oxygen.
- Mechanisms of Action:
- Gas Phase Inhibition: Chemical agents release non-flammable gases (like nitrogen or chlorine) that dilute oxygen and fuel gases near the flame.
- Condensed Phase Char Formation: Agents promote the formation of a solid, insulating char layer on the fiber surface, shielding the underlying material from heat and oxygen.
- Cooling Effect: Some agents, like hydrated minerals (e.g., alumina trihydrate), decompose endothermically, absorbing heat and cooling the material.
- Melt/Drip Behavior: Some synthetics are engineered to melt and drip away from the ignition source, removing heat (though this can pose other hazards).
- Core Global Standards: Understanding the required test is the starting point for specification.
- NFPA 2112 (USA): Standard on Flame-Resistant Garments for Industrial Personnel.
- NFPA 701 (USA): Fire Tests for Flame Propagation of Textiles and Films.
- EN ISO 11611 / 11612 (EU): For welding and industrial protective clothing.
- EN 13772 (EU): For curtains and drapes.
- BS 5852 / UK Furniture Regulations: For upholstered furniture.
- 16 CFR Part 1610 / 1615/1616 (USA): For clothing textiles and children’s sleepwear.
- IMO FTP Code (Marine): For maritime applications.
3. Inherently Flame-Retardant Fibers (Permanent Solutions)
These fibers are engineered at the polymer level to possess FR properties that are permanent and cannot be washed out. They are the gold standard for high-risk, high-durability applications.
- Aramid Fibers (e.g., Nomex®, Kevlar®, Teijinconex®):
- Base Polymer: Meta- or Para-aramid.
- Mechanism: Does not melt or drip. Forms a thick, insulating char upon intense heat exposure (thermoplastic char formation). Self-extinguishing.
- Key Properties: Exceptional thermal stability, high strength, excellent chemical resistance.
- Typical Applications: Firefighter turnout gear, military apparel, industrial protective clothing (FR coveralls), aerospace interiors.
- Limitations: High cost, can be stiff, difficult to dye (often solution-dyed).
- Modacrylic (e.g., Kanecaron®, SEF®, Protex®):
- Base Polymer: Acrylonitrile copolymer (typically with vinyl chloride or other halogenated monomers).
- Mechanism: Primarily gas phase inhibition (chlorine release) and char formation.
- Key Properties: Soft, wool-like hand, excellent drape, dyeable to bright colors. Blends well with other fibers.
- Typical Applications: FR workwear (blended with FR viscose or cotton), children’s sleepwear, plush toys, contract upholstery, protective blankets.
- Limitations: Lower strength than aramids, sensitive to high heat.
- FR Viscose/Rayon (e.g., Lenzing FR®, Visil®):
- Base Polymer: Cellulose with inorganic silica or phosphorus-based additives integrated into the spinning dope.
- Mechanism: Condensed phase char formation (silica forms a glassy, protective barrier).
- Key Properties: Natural cellulose comfort (moisture absorbent, breathable), good dyeability, soft hand.
- Typical Applications: Blended with modacrylic or wool in protective workwear (shirts, trousers), sleepwear, home textiles.
- Limitations: Lower durability, strength loss when wet.
- Polybenzimidazole (PBI Fiber):
- The Premium High-Temp Fiber. Exceptional thermal and chemical stability, does not burn in air. Used in extreme environments (firefighter gear, military, specialty industrial).
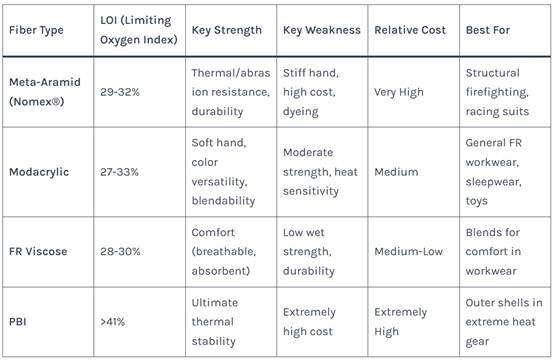
Table 1: Inherent FR Fiber Comparison
4. Treated FR Yarn Series (Chemical Finishing Solutions)
These involve applying chemical finishes to otherwise flammable yarns (like cotton, polyester, or nylon). Performance is highly dependent on the finish quality and maintenance.
- Pyrovatex® / Phosphorus-Based (for Cellulosics):
- Mechanism: Condensed phase char formation. Finishes react with cellulose to promote char.
- Substrates: Primarily cotton, rayon, and their blends.
- Properties: Durable to multiple industrial launderings (e.g., 50+ washes), maintains fabric hand reasonably well.
- Applications: Workwear (especially cotton-heavy garments), contract furnishings.
- THPC/Proban® (for Cellulosics):
- Mechanism: Condensed phase char formation via polymer network within the fiber.
- Properties: Highly durable finish, withstands repeated laundering. Can slightly stiffen fabric hand.
- Applications: Similar to Pyrovatex; common in military and industrial uniforms.
- Back-Coating (for Various Fabrics):
- Mechanism: A layer of FR polymer (e.g., latex with ATH/Sb2O3) is applied to the fabric back.
- Properties: Effective but can affect drape and breathability. Durability depends on coating integrity.
- Applications: Upholstery, curtains, some drapery fabrics.
5. High-Performance & Specialty FR Yarn Series
- FR Wool: Natural wool has a relatively high LOI (~25-26%) and is self-extinguishing due to its high nitrogen content. For enhanced performance, it can be treated with Zirpro® or other finishes to meet stringent standards for contract interiors, aviation, and high-end blankets.
- Oxidized Polyacrylonitrile (OPAN / PANOX®): Pre-oxidized PAN fibers. Exceptional heat resistance (LOI ~55%), does not melt or burn. Used in high-temperature insulation, protective felts, and as a precursor to carbon fiber.
- PBO Fiber (Zylon®): Ultra-high-strength and FR, though primarily used for ballistic applications.
- Basalt Fiber: Mineral-based, inherently non-combustible. Used in composites and some technical textiles.
6. Detailed Comparative Analysis: Specifications and Applications
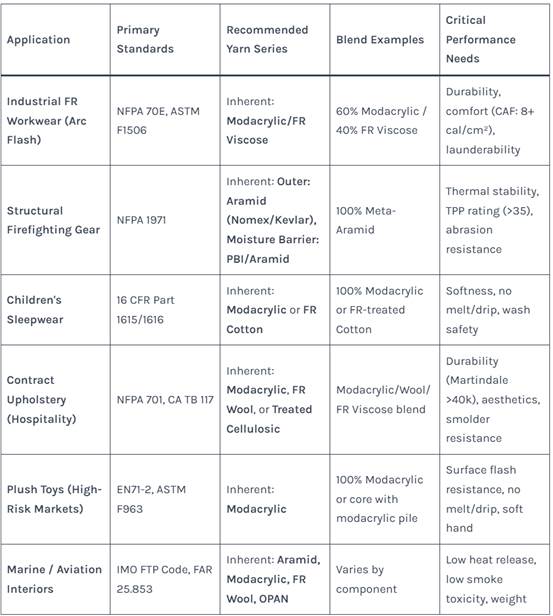
Table 2: FR Yarn Series Selection Matrix by Application
7. Application-Specific Selection Guidelines for Key Industries
- Apparel (Workwear): Prioritize inherent fibers for permanent protection. Modacrylic/FR Viscose blends dominate for daily-wear garments due to balance of protection, comfort, and cost.
- Home Textiles & Upholstery: Consider durability of FR properties. For curtains, back-coating may suffice. For heavy-use upholstery, inherent fibers (modacrylic) or high-quality treated fabrics are essential to survive abrasion and cleaning.
- Carpets: Often use FR-treated synthetic yarns (nylon, polyester) or incorporate FR backing. Must meet critical radiant panel test (e.g., NFPA 265) requirements for flame spread.
- Plush Toys: Modacrylic is the industry-preferred inherent fiber. It meets stringent toy safety standards for surface flammability without the need for topical treatments that could be ingested.
8. Compliance, Testing, and Certification for Global Markets
- Supplier Documentation: Demand Third-Party Test Reports from accredited labs (e.g., SGS, UL, SATRA) for the specific standard your product must meet.
- Certification Marks: Look for certifications like UL Certified, Oeko-Tex® (with FR tests) for restricted substances, or certificates of conformity to specific standards.
- Due Diligence: Understand if certification applies to the yarn, the fabric construction, or the final product. Yarn certification is a strong starting point but does not guarantee final product compliance.
9. Cost Analysis and Supply Chain Considerations
- Cost Spectrum: Treated cotton yarns may carry a 20-50% premium over regular cotton. Inherent FR yarns like modacrylic can be 2-4x the cost of standard acrylic, and aramids can be 5-10x+.
- Total Cost of Ownership (TCO): Inherent FR fibers, despite higher upfront cost, often provide lower TCO for durable goods due to longevity and maintenance of FR properties without re-treatment.
- Supply Chain: Key producers are global (e.g., DuPont (US), Teijin (JP), Lenzing (AT), Kaneka (JP), Aditya Birla (IN)). Lead times can be longer for specialty items. Minimum Order Quantities (MOQs) apply.
10. Innovation and Future Trends in FR Yarn Technology
- Bio-based & Eco-Friendly FR: Development of FR agents from renewable sources (e.g., phytates, DNA-based coatings) and halogen-free systems to reduce environmental and toxicity concerns.
- Enhanced Comfort: Engineering FR fibers with better moisture-wicking, stretch, and softer hand to improve wearability of protective garments.
- Multifunctional Yarns: Integrating FR with other properties like antimicrobial, UV-resistant, or conductive features.
- Advanced Recycling: Creating FR yarns from recycled content (rPET, reclaimed aramid) while maintaining performance.
11. Conclusion: Building a Strategic FR Sourcing Framework
Selecting FR yarn is a multi-variable equation of hazard risk, compliance mandate, performance needs, comfort, durability, and cost. A strategic approach involves:
- Defining the Hazard & Standard: Start with the non-negotiable regulatory or safety requirement.
- Choosing the Technology Path: Decide between inherent (permanent, higher cost) vs. treated (cost-effective, care-dependent).
- Specifying the Blend & Construction: Select fibers and yarn structures that meet both performance and aesthetic goals.
- Verifying with Data: Insist on certified test reports from your supplier.
- Considering the Entire Lifecycle: Evaluate TCO, care instructions, and end-of-life implications.
By following this framework, procurement professionals can navigate the complex FR landscape with confidence, ensuring the materials they source provide reliable protection and create genuine value for their businesses and end-users.
12. Frequently Asked Questions (FAQs)
Q1: What is the difference between “flame-resistant” and “flame-retardant”?
A1: While often used interchangeably, flame-resistant typically describes materials that are inherently resistant to catching fire (e.g., aramids, modacrylic). Flame-retardant often refers to materials that have been treated with chemicals to achieve resistance. The key is the origin of the property.
Q2: Can FR properties wash out?
A2: It depends entirely on the technology. Properties of inherent FR fibers (aramid, modacrylic, FR viscose) are permanent and will not wash out. The performance of chemically treated yarns can diminish over time with laundering, depending on the finish’s durability. Always follow the manufacturer’s care instructions.
Q3: Is modacrylic safe for children’s toys and sleepwear?
A3: Yes, modacrylic is one of the safest and most commonly used inherent FR fibers for these sensitive applications. It meets strict global standards (e.g., US CPSC, EU EN71-2) for children’s product flammability. Its key advantage is no melt-drip behavior, which is a critical safety factor.
Q4: What is LOI, and why is it important?
A4: Limiting Oxygen Index is a fundamental material property. It measures the minimum percentage of oxygen in an atmosphere required to support combustion. A higher LOI means the material is harder to burn. LOI > 26% generally indicates self-extinguishing behavior in air (which is ~21% oxygen).
Q5: For a cost-sensitive FR work shirt, what is the best yarn option?
A5: A blend of modacrylic (for inherent FR) and FR-treated cotton or FR viscose (for comfort and cost management) is often optimal. A typical blend like 60% modacrylic / 40% FR viscose provides permanent FR protection from the modacrylic, enhanced comfort from the cellulosic component, at a more manageable cost than 100% modacrylic.
Q6: How do I verify a supplier’s FR claims?
A6: Request a test report from an accredited, independent laboratory (not an in-house report) for the exact yarn or fabric, tested to the specific standard you require (e.g., NFPA 701, EN 11612). The report should be recent and include the test sample description.
Q7: Are there environmental concerns with FR chemicals?
A7: This is a major area of focus and regulation. Older halogenated (bromine/chlorine) systems are scrutinized. The industry is shifting towards halogen-free, phosphorus-based, or mineral-based FR systems (e.g., for back-coatings). Always inquire about compliance with OEKO-TEX® Standard 100 or REACH SVHC regulations to ensure restricted substances are controlled.
Q8: Can I blend FR yarn with non-FR yarn?
A8: This is generally not recommended and can dangerously compromise the FR performance of the entire fabric. The non-FR fiber will act as a fuel source. If blending is necessary for aesthetics or cost, it must be done under strict guidance with full-scale testing of the final blend to validate performance. It is safer to use only certified FR fibers in the blend.